CNC Plasma Update
It has been awhile since I last updated this, but this last week has been very busy with the build.
I received the last order of steel before and spent quite a bit of time preparing for the construction of the table top. It has also gone through some other design changes. mostly to keep the cost down but others for functionality and some others just because the steel company sent the wrong steel or did not have what I wanted.
The first of these changes are with the width of the grates that the steel with sit on while being cut. I would have preferred to use just 1/8 inch wide material, but the steel supplier did not have that thickness. Why I do not know but they are a supplier for major industry and not just hobbyists. So I made the necessary changes to accommodate.
As seen in previous posts I have finished the gantry. I had a place Water-jet out the side pieces for it, instead of making them myself. Sometimes just getting it done quicker is better than cheaper. They were not as good of quality as that last place I used in the past, but that was due to me not specifying the tolerances correctly. Mental note: Sometimes it is better to do it yourself.
I started out with cutting the pieces for the table frame and taking the two cross pieces to work to make sure they were exactly the same length. This proved to be to my advantage later. I then clamped all of the pieces together making sure to measure all dimensions at least four times. Making sure the dimensions were correct to my prints as well as assuring that the frame remained as square as possible. Since this was the basis for the entire rest of the machine it had to be as close to perfect as I could get it. I then tacked all four corners together and rechecked all of the dimensions again. I then welding the inside for each corner and rechecked all the dimensions again. Yes it is easier to check them again and again before it gets completely welded and then try to fix the dimensions after it is completely welded. Especially if you do not have access to a very large press and with the table being 4 1/2 feet by 9 1/2 feet in size it would have to be a big press.
Then came the water pan. I used a piece of 14 ga. material that started out as 5 x 10 foot. I cut it to size and started tacking it in place to the under side of the table. I then finished welding it in small sections on a side to keep the level of heat down to a minimum. Me in my rush to see some progress may have got a little carried away with the speed at which I did this and ended up putting in about a 1 inch crown in the table. I had a plan and was hoping that by the time I added the angle to the top of the table the crown would pull itself out. This happened for the most part. The rest I got out when I clamped it to the legs. and welded on the mounting pads for the table to attach to them. Overall you can not even see that there is a little bit of a crown in the middle of the table. I do mean little. It is less than a 1/64 of an inch. Not to bad.
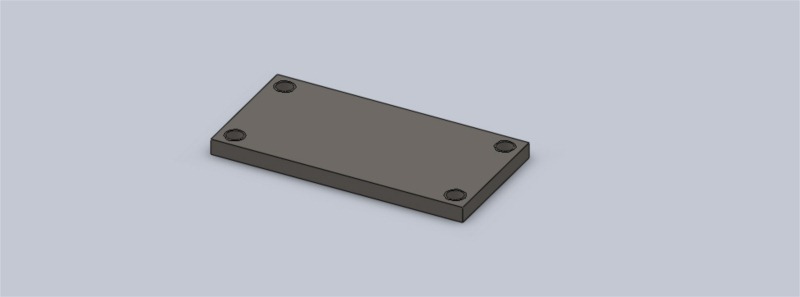
This first picture is of the gantry ends. They are made from 1/4 inch aluminum. Too bad I sent them to get made before I remembered I needed to attach them to the 2 x 3 inch square tube. Since I do not have the ability to weld aluminum I had to come up with another way. These attachments had to keep them square to the crossbeam and parallel to each other.